

STIEPĻU SAISTĪŠANA
ZINĀŠANU BĀZES FAKTU LAPA
Kas ir stiepļu līmēšana?
Stiepļu savienošana ir metode, ar kuras palīdzību maza diametra mīksta metāla stieple tiek piestiprināta pie saderīgas metāla virsmas, neizmantojot lodēšanu, plūsmu un dažos gadījumos izmantojot temperatūru virs 150 grādiem pēc Celsija. Mīkstie metāli ir zelts (Au), varš (Cu), sudrabs (Ag), alumīnijs (Al) un sakausējumi, piemēram, pallādija-sudraba (PdAg) un citi.
Vadu savienošanas metožu un procesu izpratne mikroelektronikas montāžas lietojumprogrammās.
Ķīļveida līmēšanas metodes/procesi: lentes, termosoniskās lodītes un ultraskaņas ķīļveida līmēšana
Vadu savienošana ir metode, ar kuru ražošanas laikā tiek veidoti savienojumi starp integrēto shēmu (IC) vai līdzīgu pusvadītāju ierīci un tās korpusu vai vadu rāmi. To mūsdienās bieži izmanto arī elektrisko savienojumu nodrošināšanai litija jonu akumulatoru bloku komplektos. Vadu savienošana parasti tiek uzskatīta par visrentablāko un elastīgāko no pieejamajām mikroelektroniskajām savienojumu tehnoloģijām, un to izmanto lielākajā daļā mūsdienās ražoto pusvadītāju korpusu. Ir vairākas vadu savienošanas metodes, tostarp: Termosaspiešanas vadu savienošana:
Termospresijas stiepļu savienošana (apvienojot iespējamās virsmas (parasti Au) kopā ar iespīlēšanas spēku un augstu saskarnes temperatūru, parasti augstāku par 300 °C, lai izveidotu metināšanas šuvi) sākotnēji tika izstrādāta 20. gs. piecdesmitajos gados mikroelektronikas savienojumiem, tomēr 60. gados to ātri aizstāja ar ultraskaņas un termosonisko savienošanu kā dominējošo savienojumu tehnoloģiju. Termospresijas savienošana joprojām tiek izmantota nišas lietojumos, taču ražotāji no tās parasti izvairās augstās (bieži vien kaitīgās) saskarnes temperatūras dēļ, kas nepieciešama veiksmīgas savienojuma izveidei. Ultraskaņas ķīļveida stiepļu savienošana:
Sešdesmitajos gados ultraskaņas ķīļveida stiepļu savienošana kļuva par dominējošo savienošanas metodi. Augstas frekvences vibrācijas (izmantojot rezonējošu pārveidotāju) pielietošana savienošanas instrumentam ar vienlaicīgu iespīlēšanas spēku ļāva sametināt alumīnija un zelta stieples istabas temperatūrā. Šī ultraskaņas vibrācija palīdz noņemt piesārņotājus (oksīdus, piemaisījumus utt.) no savienojamajām virsmām savienošanas cikla sākumā un veicina starpmetālisko savienojumu augšanu, lai tālāk attīstītu un stiprinātu saiti. Tipiskas savienošanas frekvences ir 60–120 kHz. Ultraskaņas ķīļveida tehnikai ir divas galvenās procesa tehnoloģijas: Lielu (smagu) stiepļu savienošana >100 µm diametra stieplēm Smalku (mazu) stiepļu savienošana <75 µm diametra stieplēm Tipisku ultraskaņas savienošanas ciklu piemērus smalkai stieplei var atrast šeit un lielai stieplei šeit. Ultraskaņas ķīļveida stiepļu savienošanā tiek izmantots īpašs savienošanas instruments jeb "ķīlis", kas parasti ir izgatavots no volframa karbīda (alumīnija stieplei) vai titāna karbīda (zelta stieplei) atkarībā no procesa prasībām un stieples diametriem; Dažādiem pielietojumiem ir pieejami arī ķīļi ar keramikas uzgaļiem. Termosoniskā stiepļu līmēšana:
Ja nepieciešama papildu sildīšana (parasti zelta stieplei ar savienojuma saskarnēm 100–250 °C diapazonā), šo procesu sauc par termosonisko stieples savienošanu. Tam ir lielas priekšrocības salīdzinājumā ar tradicionālo termokompresijas sistēmu, jo ir nepieciešama daudz zemāka saskarnes temperatūra (ir pieminēta Au savienošana istabas temperatūrā, taču praksē tā ir neuzticama bez papildu sildīšanas). Termosoniskā lodīšu savienošana:
Vēl viens termosoniskās stiepļu savienošanas veids ir lodīšu savienošana (lodīšu savienošanas ciklu skatiet šeit). Šī metodoloģija izmanto keramikas kapilāro savienošanas instrumentu, nevis tradicionālos ķīļveida savienojumus, lai apvienotu labākās gan termokompresijas, gan ultraskaņas savienošanas īpašības bez trūkumiem. Termosoniskā vibrācija nodrošina, ka saskarnes temperatūra saglabājas zema, savukārt pirmais savienojums, termiski saspiestā lodīšu saite, ļauj vadu un sekundāro saiti novietot jebkurā virzienā, nevis vienā līnijā ar pirmo saiti, kas ir ierobežojums ultraskaņas stiepļu savienošanā. Automātiskai, liela apjoma ražošanai lodīšu savienošanas ierīces ir ievērojami ātrākas nekā ultraskaņas/termosoniskās (ķīļveida) savienošanas ierīces, padarot termosonisko lodīšu savienošanu par dominējošo savienojumu tehnoloģiju mikroelektronikā pēdējos vairāk nekā 50 gadus. Lentes savienošana:
Lentes līmēšana, izmantojot plakanas metāla lentes, jau gadu desmitiem ir dominējoša RF un mikroviļņu elektronikā (lente nodrošina ievērojamu signāla zuduma [ādas efekta] uzlabojumu salīdzinājumā ar tradicionālo apaļo vadu). Mazas zelta lentes, parasti līdz 75 µm platas un 25 µm biezas, tiek salīmētas, izmantojot termosonisko procesu ar lielu plakanu ķīļveida līmēšanas instrumentu. Alumīnija lentes līdz 2000 µm platas un 250 µm biezas var arī salīmēt ar ultraskaņas ķīļveida procesu, jo ir palielinājusies prasība pēc zemākas cilpas, augsta blīvuma savienojumiem.
Kas ir zelta savienošanas stieple?
Zelta stieples savienošana ir process, kurā zelta stieple tiek piestiprināta diviem punktiem mezglā, veidojot savienojumu vai elektriski vadošu ceļu. Zelta stieples piestiprināšanas punktu veidošanai tiek izmantots siltums, ultraskaņa un spēks. Piestiprināšanas punkta izveides process sākas ar zelta lodītes izveidošanu stieples savienošanas instrumenta, kapilāra, galā. Šī lodīte tiek spiesta uz sakarsētās mezgla virsmas, vienlaikus pieliekot gan pielietojumam specifisku spēku, gan ultraskaņas kustību ar frekvenci 60 kHz - 152 kHz ar instrumentu. Kad pirmā saite ir izveidota, stieple tiks stingri kontrolēti manipulēta, lai izveidotu atbilstošu cilpas formu mezgla ģeometrijai. Otrā saite, ko bieži dēvē par dūrienu, pēc tam tiek izveidota uz otras virsmas, piespiežot ar stiepli uz leju un izmantojot skavu, lai pārrautu stiepli pie savienojuma.
Zelta stiepļu savienošana piedāvā savienošanas metodi iepakojumos, kas ir ļoti elektriski vadoša, gandrīz par kārtu labāka nekā dažiem lodmetāliem. Turklāt zelta stieplēm ir augsta oksidēšanās tolerance salīdzinājumā ar citiem stiepļu materiāliem un tās ir mīkstākas nekā vairums citu, kas ir svarīgi jutīgām virsmām.
Process var atšķirties arī atkarībā no montāžas vajadzībām. Jutīgu materiālu gadījumā uz otrās līmēšanas zonas var novietot zelta lodīti, lai izveidotu gan spēcīgāku, gan “mīkstāku” saiti, lai novērstu detaļas virsmas bojājumus. Šaurās vietās vienu lodīti var izmantot kā sākumpunktu divām saitēm, veidojot “V” formas saiti. Ja stieples savienojumam jābūt izturīgākam, lodīti var novietot virs dūriena, lai izveidotu drošības saiti, palielinot stieples stabilitāti un izturību. Stiepļu līmēšanas daudzie un dažādie pielietojumi un variācijas ir gandrīz neierobežotas, un tās var panākt, izmantojot Palomar stiepļu līmēšanas sistēmu automatizēto programmatūru.
Vadu savienošanas attīstība:
Vadu savienošana tika atklāta Vācijā 20. gs. piecdesmitajos gados, pateicoties veiksmīgam eksperimentālam novērojumam, un pēc tam tā ir attīstījusies par ļoti kontrolētu procesu. Mūsdienās to plaši izmanto pusvadītāju mikroshēmu elektriskai savienošanai ar korpusa vadiem, disku diskdziņu galviņu savienošanai ar priekšpastiprinātājiem un daudzām citām lietojumprogrammām, kas ļauj ikdienas priekšmetiem kļūt mazākiem, "gudrākiem" un efektīvākiem.
Vadu savienošanas pielietojumi
Pieaugošā miniaturizācija elektronikā ir novedusi pie
savienojošo vadu kļūšanā par svarīgām sastāvdaļām
elektroniskie mezgli.
Šim nolūkam smalkas un īpaši smalkas savienojošās stieples no
tiek izmantots zelts, alumīnijs, varš un pallādijs. Augstākais
tiek izvirzītas prasības attiecībā uz to kvalitāti, īpaši attiecībā uz
uz stieples īpašību vienmērīgumu.
Atkarībā no to ķīmiskā sastāva un specifiskā
īpašības, savienojuma stieples ir pielāgotas savienojumam
izvēlētajai tehnikai un automātiskajām līmēšanas iekārtām
kā arī dažādiem izaicinājumiem montāžas tehnoloģijās.
Heraeus Electronics piedāvā plašu produktu klāstu
dažādiem pielietojumiem
Automobiļu rūpniecība
Telekomunikācijas
Pusvadītāju ražotāji
Patēriņa preču nozare
Heraeus līmēšanas stiepļu produktu grupas ir:
Saistīšanas stieples lietošanai ar plastmasas pildījumu
elektroniskās sastāvdaļas
Alumīnija un alumīnija sakausējumu savienošanas stieples
pielietojumiem, kuriem nepieciešama zema apstrādes temperatūra
Vara savienošanas vadi kā tehnisks un
ekonomiska alternatīva zelta stieplēm
Dārgmetālu un nedārgmetālu līmēšanas lentes
elektriskie savienojumi ar lieliem kontakta laukumiem.
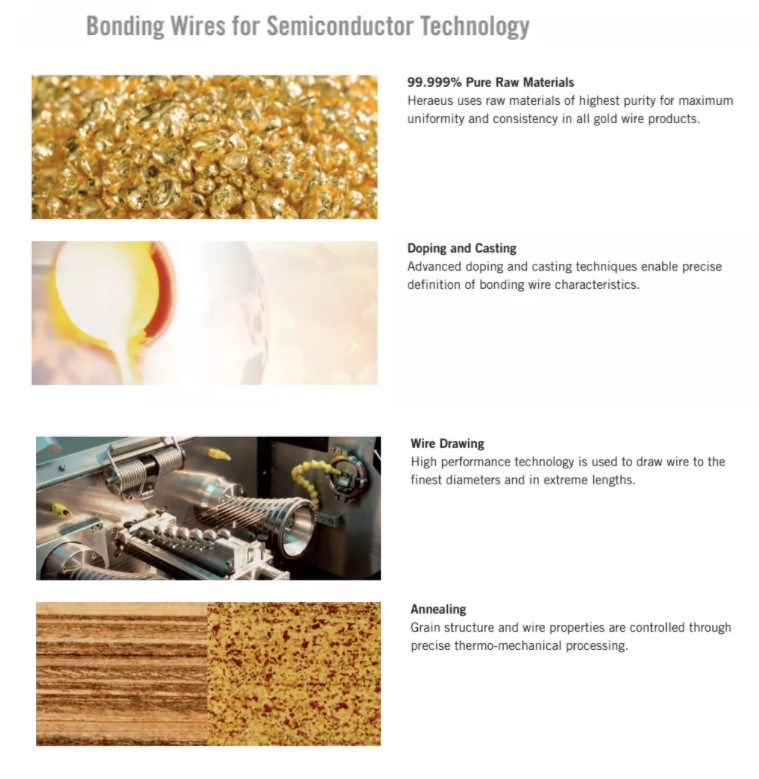

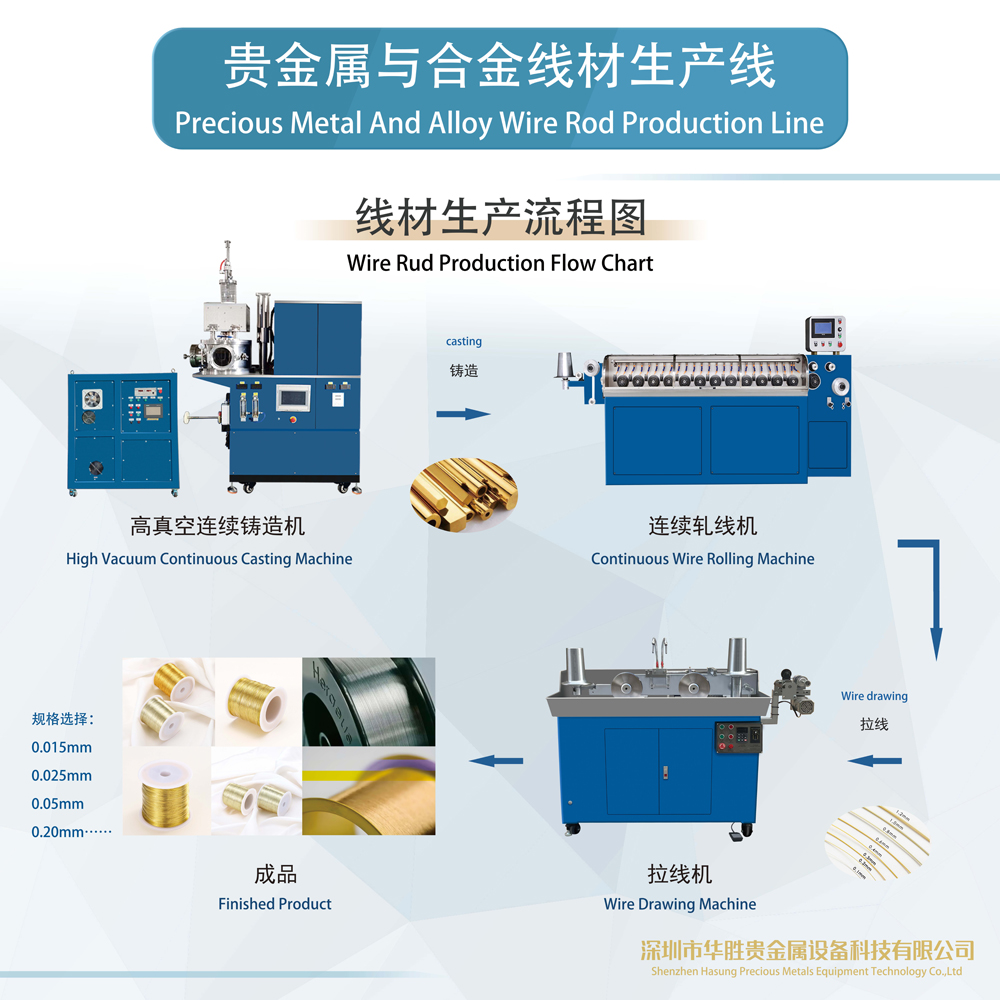
Līmēšanas vadu ražošanas līnija
Publicēšanas laiks: 2022. gada 22. jūlijs









